

我们拥有优秀的技术团队,我们的产品保质保量让您满意,欢迎选购

 |











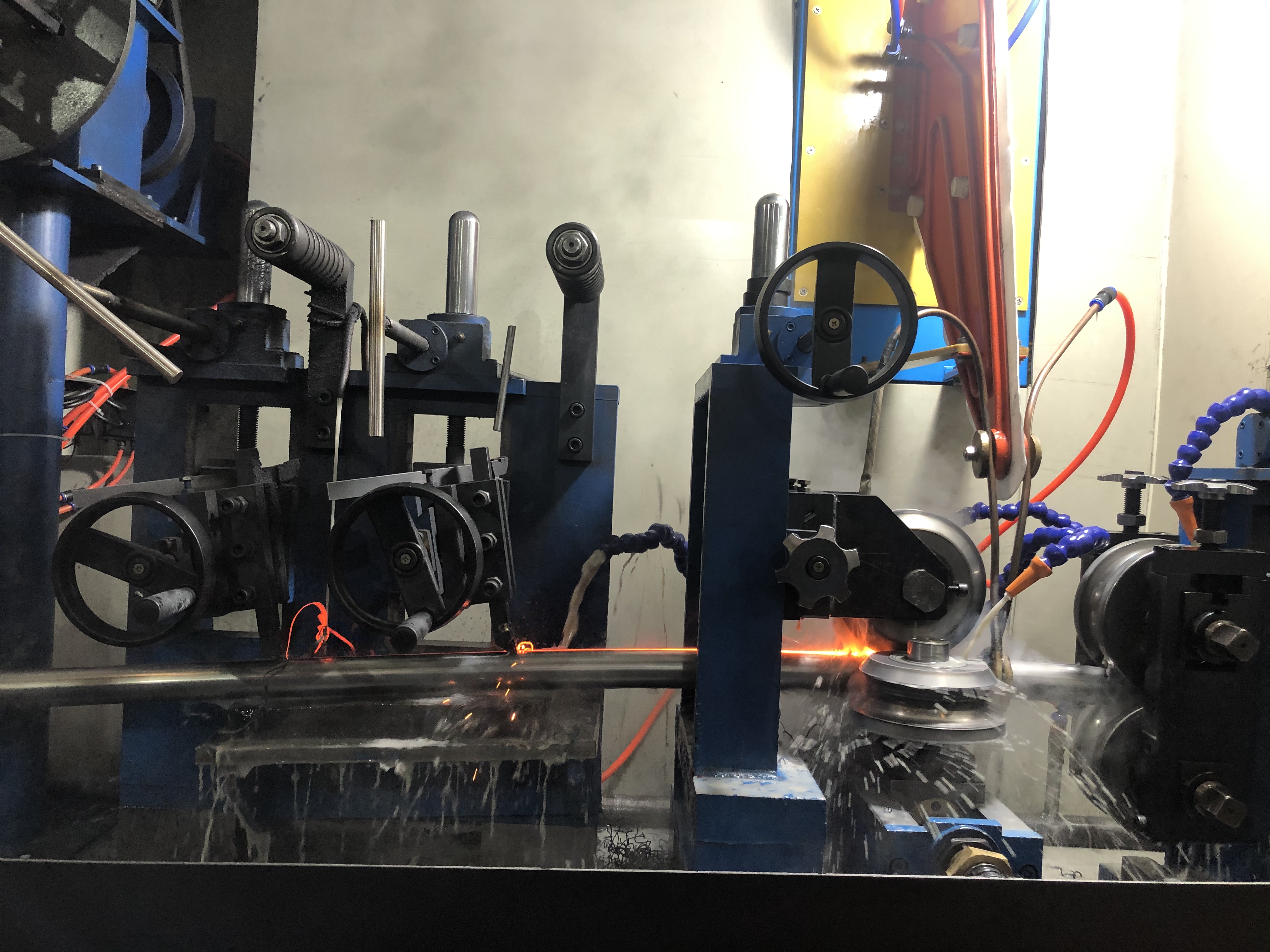
高频直缝焊管机
高频电阻焊管 生产 线主要用于直缝焊管的连续生产,采用高频感应或接触焊,不仅可以生产圆管,而且可以生产不超过加工范围的圆管、方管和 特别的形管。
工作准则
高钢管 频率 焊接是利用交流电(AC)的集肤效应和相邻效应,轧制成型后的钢带,破碎圆管坯的截面信息,在管坯内部靠近感应线圈的中间绕一个或一个旋转阻抗集,阻抗与管坯不愿组成 电磁 感应环路,在集肤效应和相邻效应的作用下。在管坯开口边缘产生强烈集中的热效应,使焊缝边缘迅速加热到焊接所需的温度。熔融状态的金属经压辊挤压后实现间接结晶,冷却后形成牢固的对接焊缝。
机器型号
# | 模型 | 直径(毫米) | 正方形(毫米) | 厚度 (毫米) | 速度(米/分) |
1 | JTZ-20 | Φ8~Φ20 | 8*8~15*15 | 0.4~1.2 | 0~120 |
2 | JTZ-25 | Φ9~Φ25 | 8*8~20*20 | 0.5~1.2 | 0~120 |
3 | JTZ-32 | Φ10~Φ32 | 8*8~25*25 | 0.5~1.5 | 0~120 |
4 | JTZ-38 | Φ12~Φ38 | 10*10~30*30 | 0.5~1.8 | 0~120 |
5 | JTZ-60 | Φ12.7~Φ63.5 | 10*10~50*50 | 0.8~2.5 | 0~100 |
6 | JTZ-76 | Φ25.4~Φ76.3 | 20*20~60*60 | 0.8~3.5 | 0~80 |
7 | JTZ-89 | Φ32~Φ89 | 25*25~70*70 | 1.0~4.5 | 0~70 |
8 | JTZ-114 | Φ50.8~Φ114 | 40*40~90*90 | 1.2~4.5 | 0~70 |
9 | JTZ-165 | Φ76~Φ165 | 60*60~130*130 | 1.2~5.0 | 0~70 |
10 | JTZ-219 | Φ89~Φ219 | 70*70~170*170 | 2.5~8.0 | 0~50 |
11 | JTZ-273 | Φ114~Φ273 | 90*90~200*200 | 4~12.7 | 0~50 |
12 | JTZ-325 | Φ168~Φ325 | 100*100~250*250 | 4~12.7 | 0~50 |
13 | JTZ-426 | Φ219~Φ426 | 150*150~300*300 | 5~14 | 0~40 |
14 | JTZ-508 | Φ219~Φ508 | 150*150~400*400 | 5~16 | 0~30 |
15 | JTZ-610 | Φ219~Φ630 | 150*150~500*500 | 5~20 | 0~25 |
工艺流程:
准备好的 → 开卷机 → 分享和对焊机 → 累加器 → 成型机 → 高频焊机 → 去毛刺装置 → 去毛刺机 → 磨床 → 风冷机 → 水冷 → 在线UT → 浆纱机 → 切割锯 → 直进器 → 坡口机 → 水压测试仪 → 离线UT → 包装机


高频直缝焊管机
高频电阻焊管 生产 线主要用于直缝焊管的连续生产,采用高频感应或接触焊,不仅可以生产圆管,而且可以生产不超过加工范围的圆管、方管和 特别的形管。
工作准则
高钢管 频率 焊接是利用交流电(AC)的集肤效应和相邻效应,轧制成型后的钢带,破碎圆管坯的截面信息,在管坯内部靠近感应线圈的中间绕一个或一个旋转阻抗集,阻抗与管坯不愿组成 电磁 感应环路,在集肤效应和相邻效应的作用下。在管坯开口边缘产生强烈集中的热效应,使焊缝边缘迅速加热到焊接所需的温度。熔融状态的金属经压辊挤压后实现间接结晶,冷却后形成牢固的对接焊缝。
机器型号
# | 模型 | 直径(毫米) | 正方形(毫米) | 厚度 (毫米) | 速度(米/分) |
1 | JTZ-20 | Φ8~Φ20 | 8*8~15*15 | 0.4~1.2 | 0~120 |
2 | JTZ-25 | Φ9~Φ25 | 8*8~20*20 | 0.5~1.2 | 0~120 |
3 | JTZ-32 | Φ10~Φ32 | 8*8~25*25 | 0.5~1.5 | 0~120 |
4 | JTZ-38 | Φ12~Φ38 | 10*10~30*30 | 0.5~1.8 | 0~120 |
5 | JTZ-60 | Φ12.7~Φ63.5 | 10*10~50*50 | 0.8~2.5 | 0~100 |
6 | JTZ-76 | Φ25.4~Φ76.3 | 20*20~60*60 | 0.8~3.5 | 0~80 |
7 | JTZ-89 | Φ32~Φ89 | 25*25~70*70 | 1.0~4.5 | 0~70 |
8 | JTZ-114 | Φ50.8~Φ114 | 40*40~90*90 | 1.2~4.5 | 0~70 |
9 | JTZ-165 | Φ76~Φ165 | 60*60~130*130 | 1.2~5.0 | 0~70 |
10 | JTZ-219 | Φ89~Φ219 | 70*70~170*170 | 2.5~8.0 | 0~50 |
11 | JTZ-273 | Φ114~Φ273 | 90*90~200*200 | 4~12.7 | 0~50 |
12 | JTZ-325 | Φ168~Φ325 | 100*100~250*250 | 4~12.7 | 0~50 |
13 | JTZ-426 | Φ219~Φ426 | 150*150~300*300 | 5~14 | 0~40 |
14 | JTZ-508 | Φ219~Φ508 | 150*150~400*400 | 5~16 | 0~30 |
15 | JTZ-610 | Φ219~Φ630 | 150*150~500*500 | 5~20 | 0~25 |
工艺流程:
准备好的 → 开卷机 → 分享和对焊机 → 累加器 → 成型机 → 高频焊机 → 去毛刺装置 → 去毛刺机 → 磨床 → 风冷机 → 水冷 → 在线UT → 浆纱机 → 切割锯 → 直进器 → 坡口机 → 水压测试仪 → 离线UT → 包装机





