

我们拥有优秀的技术团队,我们的产品保质保量让您满意,欢迎选购

 |


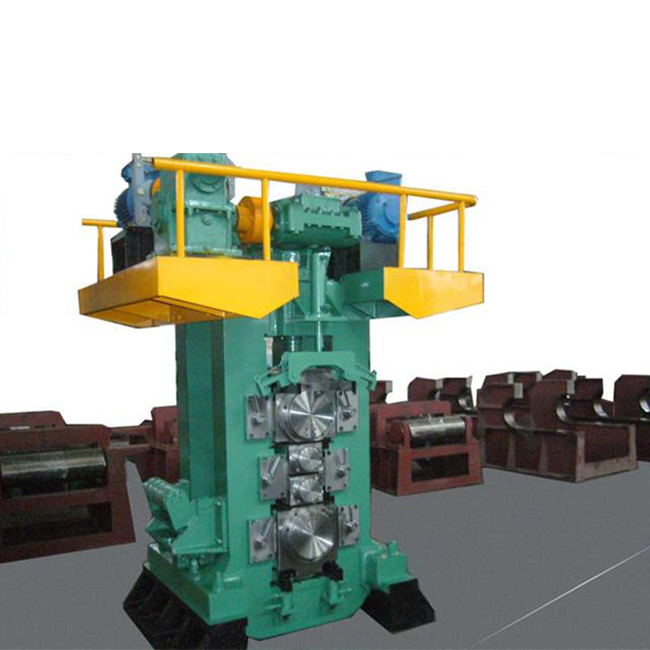




用途和特点:
1、适用于碳钢、不锈钢、特殊钢等带材的轧制,特别适用于高精度带材的轧制。
2、采用液压弯辊装置和中辊横向装置,可快速调整辊高,改变辊间接触压力分布,消除辊间有害接触区,达到控制板形和板高的目的。
3、成品板形平整、稳定、可控,可有效改善带钢边部减薄和边部开裂现象。可配置更小的工作辊直径,增大道次下压和下压总压,工作辊可采用平辊式,减少备件和轧辊消耗。
4、AGC 六辊冷轧机控制精度高,特别适用于高精度宽带、薄带轧制。
工艺流程:
小车开卷机 → 机头矫直机 → 前卷取机 → 轧前装置 → 六辊冷轧机 → 轧后装置 → 后卷取机
技术参数:
模型 | 450 6高 | 500 6高 | 650 6高 | |||
轧辊尺寸 | φ150 | φ150 | φ165 | |||
钢坯厚度 | 1.0-2.5 | 1.0-2.5 | 1.0-3.5 | |||
产品厚度 | 0.15-1.2 | 0.15-5 | 0.18-2.0 | |||
带材宽度 | 250-350 | 300-400 | 400-550 | |||
驾驶型 | 工作辊 | 工作辊 | 工作辊 | |||
轧制力 | 2800 | 3500 | 5000 | |||
按下 | 电的 | 液压 | 电的 | 液压 | 电的 | 液压 |
轧制速度(m/s) | 3.5 | 4-6.5 | 3.5 | 4-8 | 3.5 | 4-5 |
轧材 | 碳素钢 | 碳素钢 | 不锈钢 | |||
模型 | 650 6高 | 800 6高 | 950 6高 | ||
轧辊尺寸 | φ165 | φ170 | φ300 | ||
钢坯厚度 | 1.0-3.5 | 2.0-4.0 | 2.0-4.0 | ||
产品厚度 | 0.2-2.0 | 0.2-2.0 | 0.2-2.0 | ||
带材宽度 | 550-700 | 700-900 | 650-950 | ||
驾驶型 | 工作辊 | 工作辊 | 工作辊 | ||
轧制力 | 5500 | 6500 | 10000 | ||
按下 | 电的 | 液压 | 电的 | 液压 | 液压 |
轧制速度(m/s) | 3.5 | 4-5 | 3.5 | 4-5 | 10 |
轧材 | 不锈钢 | 不锈钢 | 碳素钢 | ||
模型 | 1050 6高 | 1250 6高 |
轧辊尺寸 | φ330 | φ400 |
钢坯厚度 | 2.0-4.0 | 2.0-4.0 |
产品厚度 | 0.2-2.0 | 0.2-2.0 |
带材宽度 | 700-1100 | 900-1250 |
驾驶型 | 工作辊 | 工作辊 |
轧制力 | 12000 | 15000 |
按下 | 液压 | 液压 |
轧制速度(m/s) | 8-12 | 8-16 |
轧材 | 碳素钢 | 碳素钢 |


用途和特点:
1、适用于碳钢、不锈钢、特殊钢等带材的轧制,特别适用于高精度带材的轧制。
2、采用液压弯辊装置和中辊横向装置,可快速调整辊高,改变辊间接触压力分布,消除辊间有害接触区,达到控制板形和板高的目的。
3、成品板形平整、稳定、可控,可有效改善带钢边部减薄和边部开裂现象。可配置更小的工作辊直径,增大道次下压和下压总压,工作辊可采用平辊式,减少备件和轧辊消耗。
4、AGC 六辊冷轧机控制精度高,特别适用于高精度宽带、薄带轧制。
工艺流程:
小车开卷机 → 机头矫直机 → 前卷取机 → 轧前装置 → 六辊冷轧机 → 轧后装置 → 后卷取机
技术参数:
模型 | 450 6高 | 500 6高 | 650 6高 | |||
轧辊尺寸 | φ150 | φ150 | φ165 | |||
钢坯厚度 | 1.0-2.5 | 1.0-2.5 | 1.0-3.5 | |||
产品厚度 | 0.15-1.2 | 0.15-5 | 0.18-2.0 | |||
带材宽度 | 250-350 | 300-400 | 400-550 | |||
驾驶型 | 工作辊 | 工作辊 | 工作辊 | |||
轧制力 | 2800 | 3500 | 5000 | |||
按下 | 电的 | 液压 | 电的 | 液压 | 电的 | 液压 |
轧制速度(m/s) | 3.5 | 4-6.5 | 3.5 | 4-8 | 3.5 | 4-5 |
轧材 | 碳素钢 | 碳素钢 | 不锈钢 | |||
模型 | 650 6高 | 800 6高 | 950 6高 | ||
轧辊尺寸 | φ165 | φ170 | φ300 | ||
钢坯厚度 | 1.0-3.5 | 2.0-4.0 | 2.0-4.0 | ||
产品厚度 | 0.2-2.0 | 0.2-2.0 | 0.2-2.0 | ||
带材宽度 | 550-700 | 700-900 | 650-950 | ||
驾驶型 | 工作辊 | 工作辊 | 工作辊 | ||
轧制力 | 5500 | 6500 | 10000 | ||
按下 | 电的 | 液压 | 电的 | 液压 | 液压 |
轧制速度(m/s) | 3.5 | 4-5 | 3.5 | 4-5 | 10 |
轧材 | 不锈钢 | 不锈钢 | 碳素钢 | ||
模型 | 1050 6高 | 1250 6高 |
轧辊尺寸 | φ330 | φ400 |
钢坯厚度 | 2.0-4.0 | 2.0-4.0 |
产品厚度 | 0.2-2.0 | 0.2-2.0 |
带材宽度 | 700-1100 | 900-1250 |
驾驶型 | 工作辊 | 工作辊 |
轧制力 | 12000 | 15000 |
按下 | 液压 | 液压 |
轧制速度(m/s) | 8-12 | 8-16 |
轧材 | 碳素钢 | 碳素钢 |





