我们拥有优秀的技术团队,我们的产品保质保量让您满意,欢迎选购

 |











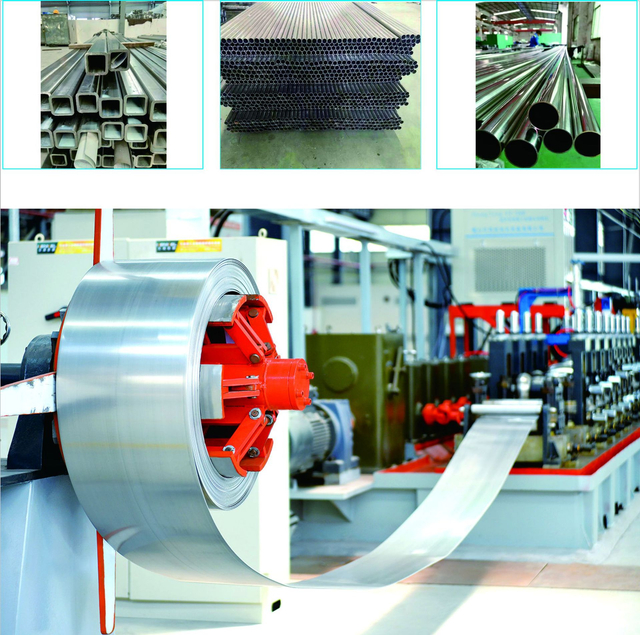
高频焊管机
高频焊管生产线主要用于连续生产直缝焊管,采用高频感应或接触焊,既能生产圆管,又能生产不超过圆管加工范围的方管和异型管。
生产原理
钢管的高频焊接是利用交流电的趋肤效应和临近效应,钢带经辊压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中央四周旋转一个或一组阻抗器,阻抗器与管坯启齿处形成一个电磁感应回路,在趋肤效应和临近效应的作用下,管坯启齿处边沿产生强盛而集中的热效应,使焊缝边沿迅速加热到焊接所需温度,经过压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
设备机型
编号 | 机组型号 | 管径(mm) | 方管(mm) | 厚度(mm) | 生产速度(m/min) |
1 | JTZ-20 | Φ8~Φ20 | 8*8~15*15 | 0.4~1.2 | 0~120 |
2 | JTZ-25 | Φ9~Φ25 | 8*8~20*20 | 0.5~1.2 | 0~120 |
3 | JTZ-32 | Φ10~Φ32 | 8*8~25*25 | 0.5~1.5 | 0~120 |
4 | JTZ-38 | Φ12~Φ38 | 10*10~30*30 | 0.5~1.8 | 0~120 |
5 | JTZ-60 | Φ12.7~Φ63.5 | 10*10~50*50 | 0.8~2.5 | 0~100 |
6 | JTZ-76 | Φ25.4~Φ76.3 | 20*20~60*60 | 0.8~3.5 | 0~80 |
7 | JTZ-89 | Φ32~Φ89 | 25*25~70*70 | 1.0~4.5 | 0~70 |
8 | JTZ-114 | Φ50.8~Φ114 | 40*40~90*90 | 1.2~4.5 | 0~70 |
9 | JTZ-165 | Φ76~Φ165 | 60*60~130*130 | 1.2~5.0 | 0~70 |
10 | JTZ-219 | Φ89~Φ219 | 70*70~170*170 | 2.5~8.0 | 0~50 |
11 | JTZ-273 | Φ114~Φ273 | 90*90~200*200 | 4~12.7 | 0~50 |
12 | JTZ-325 | Φ168~Φ325 | 100*100~250*250 | 4~12.7 | 0~50 |
JTZ-426 | Φ219~Φ426 | 150*150~300*300 | 5~14 | 0~40 | |
14 | JTZ-508 | Φ219~Φ508 | 150*150~400*400 | 5~16 | 0~30 |
15 | JTZ-610 | Φ219~Φ630 | 150*150~500*500 | 5~20 | 0~25 |
生产工艺流程:
备料-开卷机→剪切对焊机→储料活套→成型机→高频焊接→去内毛刺→去外毛刺→滚光机→空冷装置→水冷装置→在线超声波探伤→定径机→飞锯机→矫直机→平头倒棱机→水压试验机→离线超声波→打包机
高频焊管机
高频焊管生产线主要用于连续生产直缝焊管,采用高频感应或接触焊,既能生产圆管,又能生产不超过圆管加工范围的方管和异型管。
生产原理
钢管的高频焊接是利用交流电的趋肤效应和临近效应,钢带经辊压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中央四周旋转一个或一组阻抗器,阻抗器与管坯启齿处形成一个电磁感应回路,在趋肤效应和临近效应的作用下,管坯启齿处边沿产生强盛而集中的热效应,使焊缝边沿迅速加热到焊接所需温度,经过压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
设备机型
编号 | 机组型号 | 管径(mm) | 方管(mm) | 厚度(mm) | 生产速度(m/min) |
1 | JTZ-20 | Φ8~Φ20 | 8*8~15*15 | 0.4~1.2 | 0~120 |
2 | JTZ-25 | Φ9~Φ25 | 8*8~20*20 | 0.5~1.2 | 0~120 |
3 | JTZ-32 | Φ10~Φ32 | 8*8~25*25 | 0.5~1.5 | 0~120 |
4 | JTZ-38 | Φ12~Φ38 | 10*10~30*30 | 0.5~1.8 | 0~120 |
5 | JTZ-60 | Φ12.7~Φ63.5 | 10*10~50*50 | 0.8~2.5 | 0~100 |
6 | JTZ-76 | Φ25.4~Φ76.3 | 20*20~60*60 | 0.8~3.5 | 0~80 |
7 | JTZ-89 | Φ32~Φ89 | 25*25~70*70 | 1.0~4.5 | 0~70 |
8 | JTZ-114 | Φ50.8~Φ114 | 40*40~90*90 | 1.2~4.5 | 0~70 |
9 | JTZ-165 | Φ76~Φ165 | 60*60~130*130 | 1.2~5.0 | 0~70 |
10 | JTZ-219 | Φ89~Φ219 | 70*70~170*170 | 2.5~8.0 | 0~50 |
11 | JTZ-273 | Φ114~Φ273 | 90*90~200*200 | 4~12.7 | 0~50 |
12 | JTZ-325 | Φ168~Φ325 | 100*100~250*250 | 4~12.7 | 0~50 |
JTZ-426 | Φ219~Φ426 | 150*150~300*300 | 5~14 | 0~40 | |
14 | JTZ-508 | Φ219~Φ508 | 150*150~400*400 | 5~16 | 0~30 |
15 | JTZ-610 | Φ219~Φ630 | 150*150~500*500 | 5~20 | 0~25 |
生产工艺流程:
备料-开卷机→剪切对焊机→储料活套→成型机→高频焊接→去内毛刺→去外毛刺→滚光机→空冷装置→水冷装置→在线超声波探伤→定径机→飞锯机→矫直机→平头倒棱机→水压试验机→离线超声波→打包机