

我们拥有优秀的技术团队,我们的产品保质保量让您满意,欢迎选购

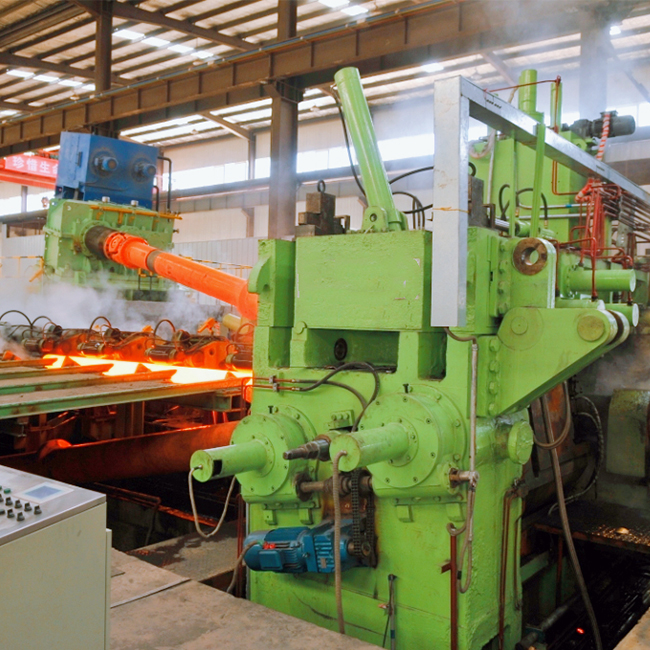 |








无缝管轧制机 包括多个轧辊、轧辊外轧管或钢坯;芯棒状内模,与管或管坯同轴线布置;变形区定义在轧辊和内模之间,适用于管坯和延长管的顺序穿孔。
工艺流程:
管坯→切割→加热→接头→轧管→定径/减径→矫直→头尾切割→检验→包装→入库
1. 接头机
管坯拼接是热轧无缝管生产中最重要的变形工序,其任务是将实心管坯轧制成空心毛细管,根据拼接结构和穿孔工艺的变形特点,可分为:斜轧穿孔、推滚射孔和压射射孔,其中斜滚射孔应用最广。
2. 轧管机
毛细管轧制是热轧无缝钢管生产过程中的主要变形,其作用是使管厚接近或达到壁厚,消除成品管壁纵向穿孔和壁厚不均的毛细管,它还可以提高管子内外表面的质量,控制废管直径和圆度,毛细管轧成接近成品尺寸的管子。轧管方式分为自动轧管机、连续轧管机、(MPM二辊连续轧管机和PQF三辊连续轧管机)、Assel轧辊机、Accu轧辊轧机和Pilger轧机。
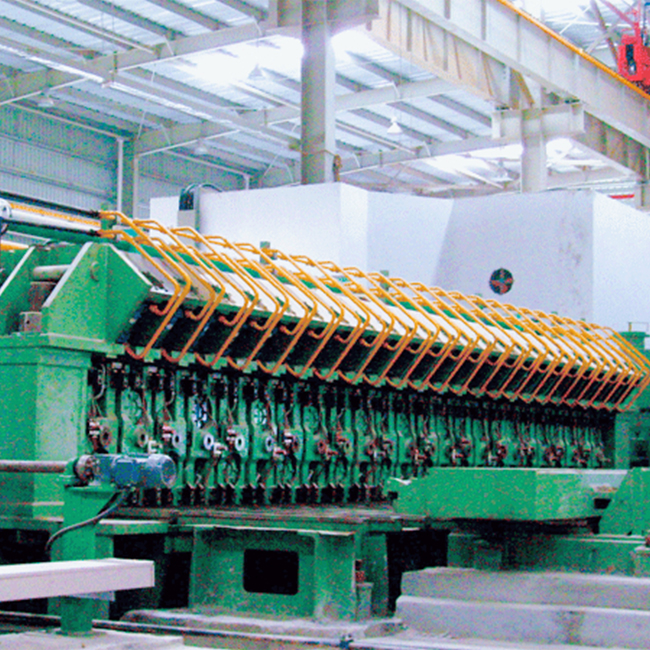
3. 浆/减径机
它是热轧无缝管生产中的一道热变形工序。其主要作用是消除前道轧制造成的外径误差。从而提高热轧成品管的外径精度和圆度。管材定径、减径、减拉过程为无芯棒连续轧制过程。目前,国内先进的定径/减径机均采用120°等距辊筒,采用这种形式的定径/减径机管材表面质量好,成品管材规格多。


无缝管轧制机 包括多个轧辊、轧辊外轧管或钢坯;芯棒状内模,与管或管坯同轴线布置;变形区定义在轧辊和内模之间,适用于管坯和延长管的顺序穿孔。
工艺流程:
管坯→切割→加热→接头→轧管→定径/减径→矫直→头尾切割→检验→包装→入库
1. 接头机
管坯拼接是热轧无缝管生产中最重要的变形工序,其任务是将实心管坯轧制成空心毛细管,根据拼接结构和穿孔工艺的变形特点,可分为:斜轧穿孔、推滚射孔和压射射孔,其中斜滚射孔应用最广。
2. 轧管机
毛细管轧制是热轧无缝钢管生产过程中的主要变形,其作用是使管厚接近或达到壁厚,消除成品管壁纵向穿孔和壁厚不均的毛细管,它还可以提高管子内外表面的质量,控制废管直径和圆度,毛细管轧成接近成品尺寸的管子。轧管方式分为自动轧管机、连续轧管机、(MPM二辊连续轧管机和PQF三辊连续轧管机)、Assel轧辊机、Accu轧辊轧机和Pilger轧机。
3. 浆/减径机
它是热轧无缝管生产中的一道热变形工序。其主要作用是消除前道轧制造成的外径误差。从而提高热轧成品管的外径精度和圆度。管材定径、减径、减拉过程为无芯棒连续轧制过程。目前,国内先进的定径/减径机均采用120°等距辊筒,采用这种形式的定径/减径机管材表面质量好,成品管材规格多。



