





















- 高频焊管机
高频焊管生产线主要用于连续生产直缝焊管,采用高频感应或接触焊,既能生产圆管,又能生产不超过圆管加工范围的方管和异型管。
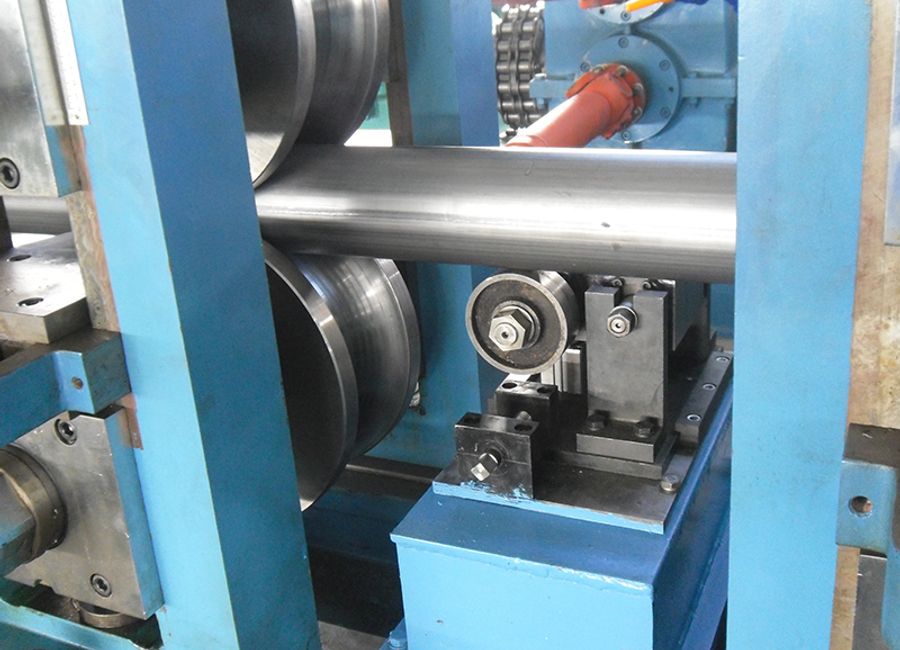
- 生产原理
钢管的高频焊接是利用交流电的趋肤效应和临近效应,钢带经辊压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中央四周旋转一个或一组阻抗器,阻抗器与管坯启齿处形成一个电磁感应回路,在趋肤效应和临近效应的作用下,管坯启齿处边沿产生强盛而集中的热效应,使焊缝边沿迅速加热到焊接所需温度,经过压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
- 设备机型
|
编号 |
机组型号 |
管径(mm) |
方管(mm) |
厚度(mm) |
生产速度(m/min) |
|
1 |
JTZ-20 |
Φ8~Φ20 |
8*8~15*15 |
0.4~1.2 |
0~120 |
|
2 |
JTZ-25 |
Φ9~Φ25 |
8*8~20*20 |
0.5~1.2 |
0~120 |
|
3 |
JTZ-32 |
Φ10~Φ32 |
8*8~25*25 |
0.5~1.5 |
0~120 |
|
4 |
JTZ-38 |
Φ12~Φ38 |
10*10~30*30 |
0.5~1.8 |
0~120 |
|
5 |
JTZ-60 |
Φ12.7~Φ63.5 |
10*10~50*50 |
0.8~2.5 |
0~100 |
|
6 |
JTZ-76 |
Φ25.4~Φ76.3 |
20*20~60*60 |
0.8~3.5 |
0~80 |
|
7 |
JTZ-89 |
Φ32~Φ89 |
25*25~70*70 |
1.0~4.5 |
0~70 |
|
8 |
JTZ-114 |
Φ50.8~Φ114 |
40*40~90*90 |
1.2~4.5 |
0~70 |
|
9 |
JTZ-165 |
Φ76~Φ165 |
60*60~130*130 |
1.2~5.0 |
0~70 |
|
10 |
JTZ-219 |
Φ89~Φ219 |
70*70~170*170 |
2.5~8.0 |
0~50 |
|
11 |
JTZ-273 |
Φ114~Φ273 |
90*90~200*200 |
4~12.7 |
0~50 |
|
12 |
JTZ-325 |
Φ168~Φ325 |
100*100~250*250 |
4~12.7 |
0~50 |
|
13 |
JTZ-426 |
Φ219~Φ426 |
150*150~300*300 |
5~14 |
0~40 |
|
14 |
JTZ-508 |
Φ219~Φ508 |
150*150~400*400 |
5~16 |
0~30 |
|
15 |
JTZ-610 |
Φ219~Φ630 |
150*150~500*500 |
5~20 |
0~25 |
- 生产工艺流程
备料-开卷机→剪切对焊机→储料活套→成型机→高频焊接→去内毛刺→去外毛刺→滚光机→空冷装置→水冷装置→在线超声波探伤→定径机→飞锯机→矫直机→平头倒棱机→水压试验机→离线超声波→打包机







合作流程

我们与客户进行深入的需求沟通,了解客户的具体需求、项目规模、要求和期望。在此阶段,我们建立良好的沟通渠道,确保双方对项目的理解达成一致。
基于客户的需求和要求,我们为客户提供定制化的解决方案和产品设计方案。我们的技术团队提供专业的技术建议和方案设嫿,确保方案的可行性和优化性。
在确认方案设计和产品规格后,我们与客户进行合作协商,就合作方式、价格、交货期等关键条款进行详细商谈。双方达成一致后,签签订正式合同,明确双方的权利和义务。
我们按照合同约定和方案设计要求,开始生产制造产品。在生产过程中,我们严格执行质量管理体系,进行全程质量控制和监督,确保产品符合客户的要求和标准。
生产完成后,我们将产品进行包装、运输,并按时交付给客户。我们提供产品的使用说明书和技术支持,确保客户能够正确使用产品。
我们承诺提供全面的售后服务和维护支持,包括技术支持、培训服务、维修保养等我们将与客户建立长期稳固的合作关系,为客户提供持续的支持和服务,确保产品的长期稳定运行。
我们重视客户的反馈和意见,定期与客户进行沟通和交流,了解客户的使用体验和需求变化。

切换了解更多合作流程

售后服务

多语言在线技术支持
定期远程监测与检测

国际物流与备件服务

定期维护与保养

客户满意度调查与改进

跨境维修与保养服务

